作者: jerrychan0610 時間: 2024-11-27 14:46 標題: 打印螺絲紋技巧
最近經常要打印螺絲蚊, 不論先打外圈,還是先打內圈, 都未能成功成型.
打螺絲紋應該有咩技巧?
仲有, 打印一件過的玩具, 原本設係應該可以活動的, 但就打印出來有少少痴住. 呢個問題要減少流量?
作者: fundive 時間: 2024-11-27 16:39
本帖最後由 fundive 於 2024-11-27 16:41 編輯
唔太明乜嘢係螺絲紋, 有冇圖?
另外印嗰D可以活動嘅model, 出料份量同風扇都好重要, 最好先 calibrate 個extruder 先, 用你準備使用嘅溫度gcode 出10cm料再度下實際出料長度再tune config試到直至準確為止
印嘅時候風扇盡量開到最大
作者: fred2088 時間: 2024-11-27 17:02
回復 1 #jerrychan0610
要慢!
via HKEPC Reader for Android
作者: Offer 時間: 2024-11-27 17:58
最近經常要打印螺絲蚊, 不論先打外圈,還是先打內圈, 都未能成功成型.
打螺絲紋應該有咩技巧?
仲有, 打印 ...
jerrychan0610 發表於 2024-11-27 14:46

细过M3拓竹机都有難道,平時我打M6至M40都係用default 速度,層高0.2
作者: jerrychan0610 時間: 2024-11-27 19:37
细过M3拓竹机都有難道,平時我打M6至M40都係用default 速度,層高0.2
Offer 發表於 2024-11-27 17:58
default 即係幾多? 有無分先打外,再打內?
作者: Offer 時間: 2024-11-27 20:30
default 即係幾多? 有無分先打外,再打內?
jerrychan0610 發表於 2024-11-27 19:37
即係乜都唔改
作者: 亞基拉 時間: 2024-11-27 20:33
default 即係幾多? 有無分先打外,再打內?
jerrychan0610 發表於 2024-11-27 19:37
螺絲蚊係overhang 你話應該印inside先定outside先呢
作者: 高級嘍囉 時間: 2024-11-28 01:48
回覆 1# jerrychan0610
痴住可能係overfeed
作者: jerrychan0610 時間: 2024-11-28 09:01
螺絲蚊係overhang 你話應該印inside先定outside先呢
亞基拉 發表於 2024-11-27 20:33
2樣都試過, 但係都成唔到型. 螺紋係60度.而家唔算斜.
作者: fundive 時間: 2024-11-28 10:12
2樣都試過, 但係都成唔到型. 螺紋係60度.而家唔算斜.
jerrychan0610 發表於 2024-11-28 09:01
其實你用邊隻3d printer?print setting?有冇印過船仔?
作者: jerrychan0610 時間: 2024-11-28 12:32
其實你用邊隻3d printer?print setting?有冇印過船仔?
fundive 發表於 2024-11-28 10:12
A1 怎PETG
作者: hambaba 時間: 2024-11-28 13:06
大多數軟件都有得比你SET XY面縮小小
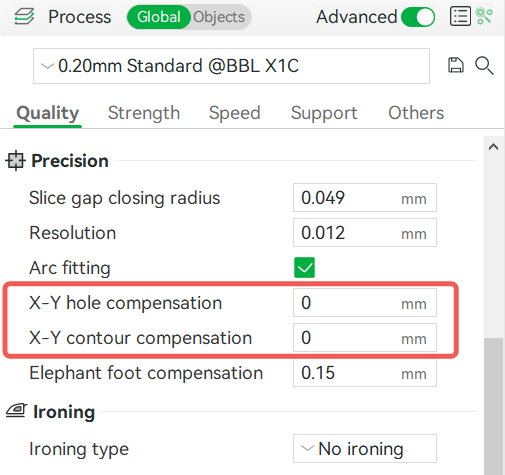
作者: xo_ox 時間: 2024-11-28 14:12
XY Hole/Contour compensation
https://wiki.bambulab.com/en/sof ... ontour-compensation
作者: fundive 時間: 2024-11-28 14:26
A1 怎PETG
jerrychan0610 發表於 2024-11-28 12:32
畀咁多錢買做乜唔問support?
petg 應該好易印, 唔知你個model乜嘢樣同setting, 最好放過model張相畀大家研究下, 最好影埋條屍出嚟做死因研究
另外就係printer setting 同printer係唔係運作正常, 你印一個test print就可以走少好多冤枉路
作者: jerrychan0610 時間: 2024-11-28 14:41
畀咁多錢買做乜唔問support?
petg 應該好易印, 唔知你個model乜嘢樣同setting, 最好放過model張相畀大 ...
fundive 發表於 2024-11-28 14:26
唔問代理都知佢點答.
佢會答, 你攞部機上嚟睇下有咩問題.
作者: fundive 時間: 2024-11-28 16:29
唔問代理都知佢點答.
佢會答, 你攞部機上嚟睇下有咩問題.
jerrychan0610 發表於 2024-11-28 14:41
如果搞咗咁耐你都解決唔到的話, 考慮下由基本嘢逐樣試, 睇下會唔會真係部printer有問題
作者: 亞基拉 時間: 2024-11-28 17:27
2樣都試過, 但係都成唔到型. 螺紋係60度.而家唔算斜.
jerrychan0610 發表於 2024-11-28 09:01
點樣吾成型,一味得個講字相都吾影張。slicer tool tips有講印邊樣先嘅好處,印內壁先係會幫到overhang adhesion 問題。
係咪用原廠料?係就試吓降底啲個flow rate, 吾係就要tune過哂成個filament profile
螺絲直徑幾大幾長?
作者: hktvro 時間: 2024-11-28 20:45
會唔會是D料放過久呀,過期料打印起来昰差D 焗幾做鐘才印會好好多
作者: jerrychan0610 時間: 2024-11-29 08:54
速度調到60就好D..
風扇SET到60-80%, 但唔覺佢有吹...係咪要SET到100%
作者: jerrychan0610 時間: 2024-11-29 08:59
點樣吾成型,一味得個講字相都吾影張。slicer tool tips有講印邊樣先嘅好處,印內壁先係會幫到overhang a ...
亞基拉 發表於 2024-11-28 17:27
用1.75MM TPEG,
未成型的思是, 印內牙紋時, 突出來的最尖部份貼唔到下一層, 好似印咗個逹牙的絲母咁. 仲有D光滑感.
作者: fundive 時間: 2024-11-29 10:28
用1.75MM TPEG,
未成型的思是, 印內牙紋時, 突出來的最尖部份貼唔到下一層, 好似印咗個逹牙的絲母咁. 仲 ...
jerrychan0610 發表於 2024-11-29 08:59
好難想像乜嘢叫做達牙的螺絲母, 你唔放張相出嚟大家都係亂估,浪費時間
作者: fundive 時間: 2024-11-29 10:57
速度調到60就好D..
風扇SET到60-80%, 但唔覺佢有吹...係咪要SET到100%
jerrychan0610 發表於 2024-11-29 08:54
3d 打印係冇絕對setting,你自己試下都好簡單
作者: 亞基拉 時間: 2024-11-29 16:05
本帖最後由 亞基拉 於 2024-11-29 16:06 編輯
用1.75MM TPEG,
未成型的思是, 印內牙紋時, 突出來的最尖部份貼唔到下一層, 好似印咗個逹牙的絲母咁. 仲 ...
jerrychan0610 發表於 2024-11-29 08:59
100% part cooling fan
如果都吾得就係打印溫度過高
作者: 亞基拉 時間: 2024-11-29 16:09
好難想像乜嘢叫做達牙的螺絲母, 你唔放張相出嚟大家都係亂估,浪費時間
fundive 發表於 2024-11-29 10:28
螺絲紋你都吾識,你仲講乜啫
作者: fundive 時間: 2024-11-29 17:07
螺絲紋你都吾識,你仲講乜啫
亞基拉 發表於 2024-11-29 16:09
咁你知唔知佢想印螺絲定螺絲母?
作者: jerrychan0610 時間: 2024-11-30 09:14
有圖片:


 圖片附件: Uploaded_via_HKEPC_IR_Pro_iOS(EB407).jpg (2024-11-30 09:14, 110.2 KB) / 下載次數 26
圖片附件: Uploaded_via_HKEPC_IR_Pro_iOS(EB407).jpg (2024-11-30 09:14, 110.2 KB) / 下載次數 26https://h0.hkepc.com/forum/attachment.php?aid=2453955&k=542d67a097f4be82aee5c702113067c2&t=1781451454&sid=kLoPzG33HR

作者: jerrychan0610 時間: 2024-11-30 09:19
唔知係咪同天氣凍有關? 一SET100%FAN, 打咗2次都中途抄面..
後來要SET低D FAN SPEED同加BRIM先唔再甩.
作者: bam1a 時間: 2024-11-30 10:11
本帖最後由 bam1a 於 2024-11-30 12:18 編輯
除非個螺絲蚊夠大或者同一款膠螺絲材料,其實我係好唔建議直接印,因爲金屬強度同熔點高過膠太多太容易滑牙失效。
材料物理限制,冇得救
焗住直接用膠?直接印細啲啲嘅窿嘅再用screw tap攻牙更好,唔需要考慮螺絲紋嘅overhang問題
而最大路嘅用呢啲野,用辣雞插入去,大把擠模塑膠模型放螺絲都會靠佢

或者螺絲口搵位放絲母頂都好過直接用,呢兩種方案同樣有一定扭力上限對抗滑牙問題
[youtube]2wRc1KbEAU8[/youtube]
作者: fundive 時間: 2024-11-30 18:06
有圖片:
jerrychan0610 發表於 2024-11-30 09:14
唔爭在俾埋印呢件野嘅printer setting 睇下
印呢類嘢溫度一定要準確, 你隻料有冇做temperature tower, 我試過pla印2分喉外螺紋堵頭都要用較低溫度同最大風扇, 效果接近完美, 可以頂到屋企水壓幾日完全冇漏水
印內螺紋溫度應該要更加準確, 風扇都係越大越好, infil 同wall width 唔可以太高, 如果係我我會對住個temperature tower 攞最低溫ok嗰個加五度, infil 30% fan 100%其他地方default印一次先, 睇下有乜嘢問題先再改
其實你件嘢係要fit乜嘢size嘅喉?使唔使受壓?
作者: jerrychan0610 時間: 2024-12-2 08:52
唔爭在俾埋印呢件野嘅printer setting 睇下
印呢類嘢溫度一定要準確, 你隻料有冇做temperature tower, ...
fundive 發表於 2024-11-30 18:06
SETTING 我係用GEN PETG扛印, 只改溫度同風扇.
主要係打印接駁件比魚缸抽水泵用. 主要係用胶圈做防水, 打印件係要嚟壓實個胶圈. 其他水候件用PVC管同PVC胶水接駁., 用咗幾日唔見有漏水.
作者: fundive 時間: 2024-12-2 09:16
SETTING 我係用GEN PETG扛印, 只改溫度同風扇.
主要係打印接駁件比魚缸抽水泵用. 主要係用胶圈做防水, ...
jerrychan0610 發表於 2024-12-2 08:52
我都講左要印得好主要重點係溫度, 印個temperature tower 出嚟可以慳番唔少時間同埋金錢